На сегодняшний день, в промышленном производстве применяются следующие способы поверхностной закалки сталей:
- Закалка токами высокой частоты
- Пламенная поверхностная закалка стали
- Плазменная закалка
- Лазерная закалка стали
- Поверхностная закалка в электролите
- Электроконтактная закалка
- Импульсная закалка
Плазменная закалка стали - это отдельная тема, которая будет рассмотрена нами в следующих статьях, а что касается двух последних способов, то данные технологии достаточно простые и узконаправленные. Все описания данных технологий находятся в сети в свободном доступе и с ними можно ознакомиться.
Далее мы приведем краткое описание и ссылки на основные технологии поверхностной закалки сталей, которые применяются в промышленности, а на закалке в электролите остановимся подробнее.
Основные способы поверхностной закалки сталей
- Поверхностная индукционная закалка сталей - основана на размещении изделия вблизи источника переменного тока - индуктора. При этом, на металл оказывает воздействии электромагнитное поле, которое возбуждает в металле электродвижущую силу и вызывает прохождение по нему переменного тока с такой же частотой, как и ток индуктора. Ток индуцируется в поверхностном слое детали и вызывает его разогрев.
- Пламенная или газопламенная закалка металла. Основана на разогреве поверхности металла газовым пламенем. При таком способе закалки получают закаленные слои глубиной 2-4,5 мм.
- Лазерная закалка - основана на использовании лазерного излучения, которое создает на участке поверхности высокие плотности теплового поля. При лазерной закалке обычно получают слой менее 1 мм.
Поверхностная закалка в электролите
Способ закалки в электролите был предложен И. З. Ясногорским. Он основан на пропускании электрического тока напряжением 200-300 вольт через электрическую цепь с анодом (закалочная ванна) и катодом (закаливаемая деталь) в растворе электролита. В качестве электролита применяют 5-16% раствор кальцинированной соды (Na2CO3), 10% раствор поваренной соли (NaCl), может применяться раствор карбоната калия (K2CO3) или едкий натр (NaOH).
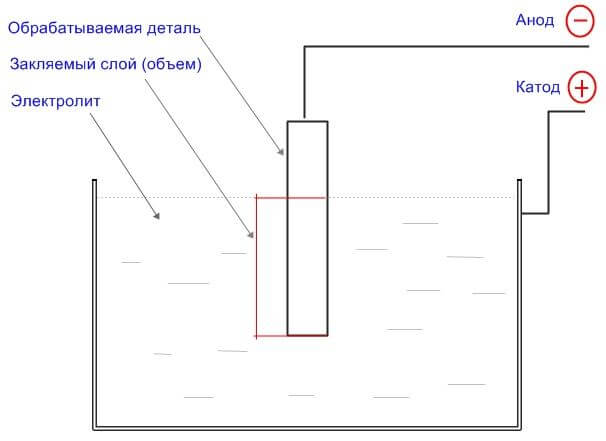
Во время процесса, на поверхности детали образуется пароводородная рубашка с максимальным электрическим сопротивлением, которая разогреваясь до почти 1500°C, разогревает деталь до температуры закалки. Непосредственно саму закалку можно осуществлять в том же электролите или другой закалочной среде. Можно использовать закалку в двух средах. Время закалки составляет примерно 5-10 секунд.
В принципе, при постоянном составе электролита и характеристиках тока, процесс можно считать управляемым. Однако, в некоторых случаях после закалки, на поверхности изделия может получаться неравномерная твердость (мягкие пятна). Такие несплошности являются следствием неравномерной плотности тока или неравномерного охлаждения. В связи с этим, в 1977 году было предложено во время нагрева под закалку пропускать через систему ультразвук. По мнению авторов, ультразвук должен выравнивать тепловое поле во время нагрева. Данный способ был запатентован в 1980 году в СССР.