Основные принципы индукционного нагрева применяются в производстве с 20-х годов. Во время Второй мировой войны эта технология быстро развивалась, отвечая срочным требованиям, возникшим в связи с войной: создать надёжные и быстрые процессы, позволяющие сделать более прочными металлические детали двигателя. В последние годы, нацеленность на поиск эффективных технологий в производстве («бережливое производство») и на повышенный контроль качества, привела к возрождению технологии индукции параллельно с развитием системы точного контроля мощности для индукции в твердых телах.
Какие преимущества имеет индукционный нагрев в сравнении с другими методами, такими как конвекция, радиация или пламя?
Максимальная производительность
Уровень производительности может вырасти, поскольку индукция является очень быстрым процессом: теплота возникает мгновенно, прямо в детали (например, в некоторых случаях более 1000°С менее чем за секунду). Нагрев происходит практически мгновенно, без необходимости предварительного нагрева и охлаждения. Процесс индукционного нагрева проводится на производстве в непосредственной близости от предыдущего или последующего места обработки детали. Это позволяет исключить лишние внутрицеховые перемещения деталей.
Энергетическая эффективность
С энергетической точки зрения, данный процесс является единственным по-настоящему эффективным. Он превращает более 90% потребляемой энергии в полезную теплоту; в печах обычно достигается лишь 45%. К тому же, поскольку нет необходимости производить предварительный нагрев и охлаждение в рабочие циклы, потери теплоты в режиме ожидания сводятся к минимуму.
Контроль и автоматизация процесса
Индукционный нагрев исключает проблемы и недостатки процессов нагрева изделий газовой горелкой или другими способами. После калибровки и запуска системы, отклонений не возникает: параметры нагрева стабильны и надёжны. При помощи высокочастотных преобразователей GH, достигается высокая точность и повторяемость ранее заданных температурно-временных характеристик нагрева и охлаждения. Преобразователь можно включать и выключать мгновенно. Благодаря закрытому контуру регулирования температуры, передовые системы индукционного нагрева способны измерять температуру каждой детали индивидуально. Скорость роста, поддержания и снижения температуры может устанавливаться отдельно для каждого конкретного случая, а данные по каждой обрабатываемой детали заносятся и хранятся в памяти установки.
Качество продукта
При индукционном нагреве, обрабатываемая деталь никогда не вступает в прямой контакт с нагревающим элементом; теплота возникает прямо внутри детали под действием переменного тока. В результате, деформации, искажения и брак продукта сводятся к минимуму. Для достижения максимального качества продукции, деталь можно изолировать в закрытой камере с контролируемой атмосферой для устранения окисления - в вакууме, инертной или разряженной атмосфере.
«Зеленая» энергия
При индукционном нагреве не возникает отходов горения, в отличие от традиционных горючих ископаемых. Индукция - это чистый процесс, помогающий защитить окружающую среду. Система индукции помогает улучшить условия труда работников, поскольку не производит дыма, чрезмерной жары, токсичных выбросов и шума. Нагрев безопасен и не создает опасности для оператора, так как при нагреве не применяется открытый огонь и отсутствует задымление рабочей зоны. На непроводящие материалы не оказывается никакого воздействия, поэтому они могут располагаться в непосредственной близости от зоны нагрева. Использование решений, предлагаемых Группой GH, позволяет улучшить эксплуатацию и использование индукционной системы, поскольку они сводят к минимуму приостановки производства, уменьшают потребление энергии и увеличивают контроль качества деталей.
Примеры стандартных установок
Вертикальные закалочные станки
1. Установка TVR
 Стандартная конфигурация:
Стандартная конфигурация:
- Фиксированный индуктор
- Закалка погружением
- Длина деталей до 800 мм
- Вес деталей до 20 кг
- Производительность до 120 шт./ч.
- Двойной закалочный пост
- Компенсация термического расширения
- Закалочные спрейеры
- Централизованная смазка
- Ограждения
2. Установка TVT
- Движение индуктора по нескольким осям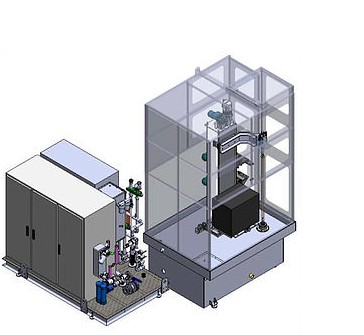
- Закалка спрейерами
- Длина деталей до 2500 мм
- Вес деталей до 250 кг
- Производительность до 80 шт./ч.
- Двойная колонна
- Компенсация термического расширения
- Централизованная смазка
- Ограждения
- Возможно введение операции отпуска
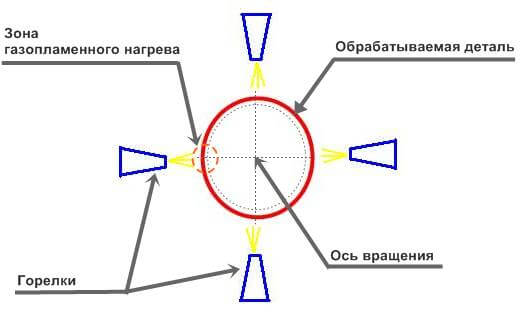
3. Установка TVG - Закалка осей в центрах
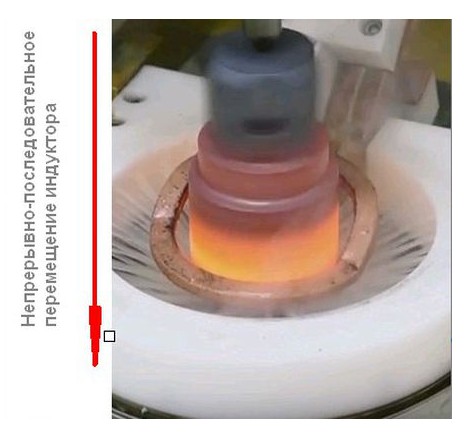
- Последовательная закалка
- Позиционирование деталей
1. В центрах
2. Только на шпинделе
- Размеры деталей
1. Длина max.2200мм.
2. Диаметр от 100 до 800 мм.
3. Закаливаемый диаметр 400мм.
4. Вес до 2000 кг.
- Система отводящая верхний центр для удобства установки деталей
3.1 TVG Закалка плоских поверхностей деталей
Параметры деталей:
- Вес до 12.000 кг.
- Горизонтальная тележка: ход 6000мм
- Скорость до 3000мм/мин
3.2 TVG Закалка зубчатых колес
-
Параметры деталей

-
Прямые или наклонные зубья
-
Диаметр до 2000 мм
-
Вес до 2000 кг
-
Закаливаемые модули 5-25
-
-
Управление
-
Позиционирование индуктора по 3м осям.
-
Вращение детали ЧПУ приводом

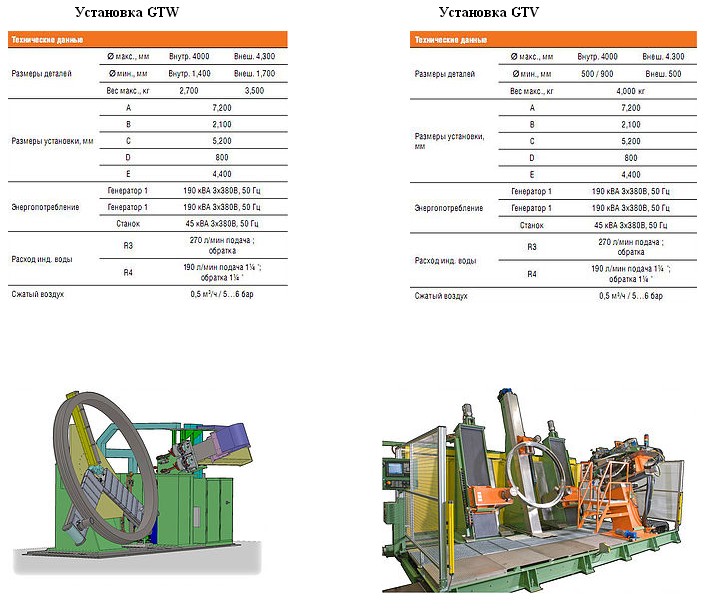
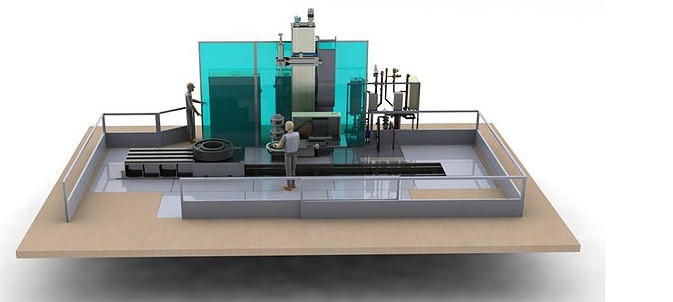
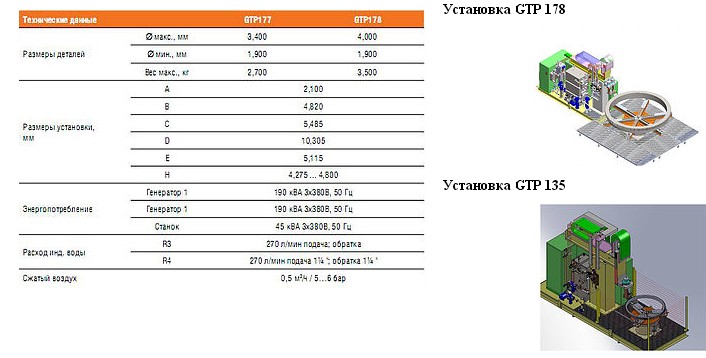
Установки для закалки поворотных колец
Станки горизонтального типа модели GTH


Станки горизонтального типа модели GTP
Вертикальные закалочные станки GTW и GTV