Классификация термического оборудования
Основное оборудование, напрямую задействованное в технологии обработки:
- для нагрева (печи, индукционные установки, лазерные, плазменные, электроконтактные установки)
- для охлаждения (закалочные баки, спрейеры, камеры обработки холодом, закалочные прессы)
- Дополнительное оборудование ( правильные прессы, дробеметные камеры, моечные машины)
Вспомогательное оборудование:
- грузоподъемное оборудование (кран-балки, погрузчики, ручные тележки)
- оборудование для контроля качества (твердомеры, коэрцитиметры, микроскопы)
- оборудование для приготовления и хранения атмосфер (эндогенераторы, газовые рампы, сосуды Дьюара)
Посмотреть, какие основные виды печей применяются для термической обработки металла можно здесь
Маркировка термических печей
Маркировка печей имеет буквенно-циферное обозначение:
Первая буква обозначает вид нагрева:
С — печь сопротивления (электрическая)
Н — нагревательная
Т — термическая (газовая)
П — пламенная печь (жидкое топливо)
Г — газовая
Вторая буква — конструктивный признак печей:
А — карусельная, с вращающимся подом
Б — барабанная печь
В — ванная
Д — выдвижной под
Е — подвесной конвейер
К — конвейерная
Л — туннельная
Н — камерная со стационарным подом
Р — роликовая печь
Т — толкательная печь
У — методическая, пламенная печь
Ш — шахтная печь
Щ — щелевая
Э — элеваторная
Я — ямная
Ю — печь с шагающими балками
Третья буква — тип атмосферы:
А — азот
В — вакуум
Г — расплав металлов или селитры
З — защитная атмосфера
М — масло
Н — водород
О — окислительная с воздушной атмосферой
П — водяной пар
С — расплав солей
Ц — атмосфера для цементации
Четвертая буква (если она присутствует) — вспомогательный признак:
А — агрегат
Л — линия или лабораторная
М — механизированная
Цифры маркировки:
Первые цифры обозначают габариты рабочего пространства в дециметрах:
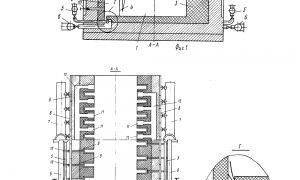
- для шахтных печей диаметр×глубина
- для камерных печей ширина×длина×высота
- для барабанных печей диаметр×высота
Далее ставится косая черта и номинальная температура в °С.
Иногда через тире ставится какой-либо дополнительный параметр (степень автоматизации, количество камер, максимальная масса садки)
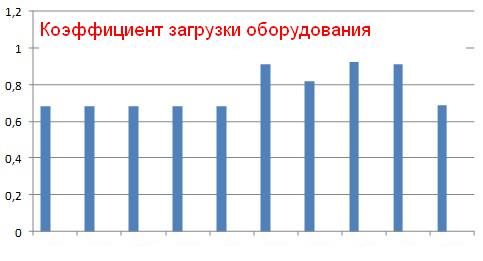
При выборе печей для термических цехов нужно учитывать много факторов: технологию термической обработки, годовой коэффициент загрузки, суточный темп обработки, серийность производства в целом, энергозатраты, сроки окупаемости, затраты на ППР, время на наладку и переналадку и т. д. Понятно, что на мелкосерийном производстве с 3-х сменным режимом работы экономически неэффективно использовать автоматизированные толкательные агрегаты и несколько раз в смену их переналаживать под разные технологии обработки. Более гибкой и удобной будет линия с несколькими камерными или шахтными печами. В плане выбора источника нагрева также стоит учитывать все вышеперечисленные факторы.
Стоит только отметить, что газовый нагрев, по сравнению с электрическим, позволяет сэкономить несколько миллионов рублей в год на одной печи. Это сравнение относительно, т.к. проводилось на сравнении двух толкательных агрегатов с 3-х сменным режимом работы и с коэффициентом загрузки 0,9. Если сравнивать газовые и электрические вакуумные печи в мелкосерийном производстве, с коэффициентом загрузки 0,5 - 0,6, то затраты на энергоносители газовой печи будут в несколько раз выше.
Расчет коэффициента загрузки оборудования для термообработки
Коэффициент загрузки оборудования K — основной показатель, характеризующий полноту использования оборудования — отношение количества станкочасов, необходимых для выполнения годовой программы выпуска, к эффективному годовому фонду времени всего этого оборудования Фоб. К рассчитывается по формуле:
К=Е/Фоб,
где Е — потребное годовое время работы печи в ч., определяется по формуле
Е=Q/P,
где Q – годовая программа обрабатываемых деталей в кг. (шт.),
P – производительность оборудования, кг/ч. (шт/ч.).

При расчете коэффициента загрузки нужно учитывать, что кроме потребного время на годовую программу, также потребуется время на ППР и переналадку. Оно составляет примерно 5-15% от Фоб и зависит от степени износа оборудования и степени автоматизации процессов.