Запрессовка подшипников в горячем или холодном состоянии это, как оказалось, целая наука. При подготовке данного материала было изучено очень много действующих технологических процессов и исследовательских документов. Среди изученных данных есть материалы компании SKF Group, которая специализируется на решениях в области подшипников и подшипниковых узлов, уплотнениях, сервисе и системах смазывания. Нужно отметить, что по материалам этой компании можно написать целую докторскую диссертацию. Кому интересно, ссылка на их сайт будет после статьи.
А зачем вообще нужна горячая запрессовка подшипников?
Иногда это требование прописано в конструкторской документации на сборку узла. Также бывает ряд случаев, когда габариты и вес подшипника не позволяют установить его на посадочный диаметр при помощи только одного давления. В этих случаях и применяются установки для разогрева.
Технология горячей установки подшипников достаточно простая: внутренний диаметр нагревается до определенной температуры и подшипник устанавливается на вал. Часто данная операция осуществляется при помощи небольшого усилия пресса.
Оборудование для нагрева подшипников можно разделить на несколько видов:
- Масляные ванны - применяются редко, т.к. есть риск загрязнения подшипника и быстрого выхода его из строя (14% всех отказов подшипников происходят из-за его загрязнения)
- Нагревательные плитки с электронагревом - также применяются не часто, из-за одностороннего нагрева
- Установки с применением индукционного нагрева - самый используемый вид оборудования для горячей установки подшипников. О них дальше и пойдет речь.
Здесь наверное многие могут подумать про использование газовых горелок. Такой процесс нагрева практически неуправляемый. В процессе нагрева можно получить нежелательные структуры металла, его коробление и растрескивание.
Индукционные установки или установки для нагрева токами высокой частоты по исполнению подразделяются на следующие виды:
- Стационарные установки индукционного нагрева
- Мобильные системы индукционного нагрева
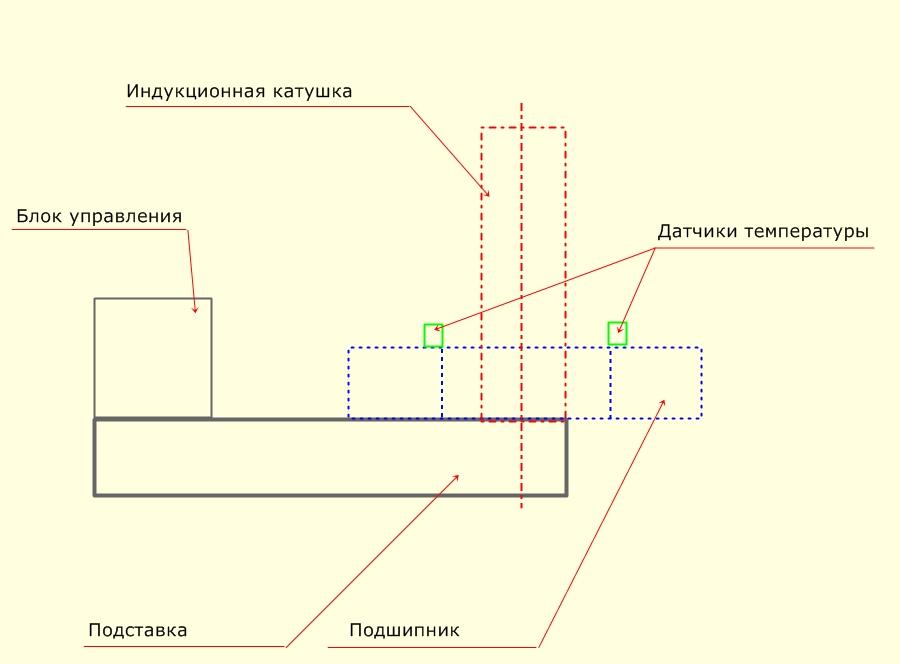
- Портативное оборудование, как показано на схеме
Важно отметить, что по вышеуказанным ссылкам можно посмотреть только принципиальное исполнение оборудования. Закалочные индукционные установки и индукционные установки для разогрева подшипников будут сильно отличаться по своим характеристикам: выдаваемой частоте и мощности электромагнитного поля.
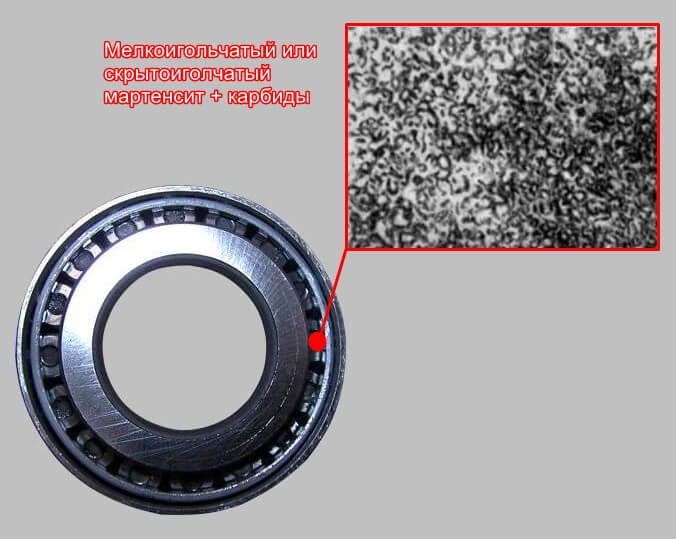
По исполнению, подшипник это сборочная единица с геометрическими допусками в сотые микрона. Поэтому перед посадкой его разогрев осуществляется всего-лишь до температуры 90-120⁰С на индукционных установках с небольшой выдаваемой мощностью нагрева. Такая температура полностью позволяет осуществить беспроблемную установку подшипника и не нарушить его целостность. При данной температуре не происходит количественных и качественных изменений в структуре металла, а также не происходит искажение геометрических размеров. В принципе, при нагреве подшипников действуют такие же закономерности электромагнитного поля, как и при закалке ТВЧ.
Это пожалуй самые главные аспекты горячей запрессовки подшипников с применением индукционного нагрева. Горячая установка подшипников является не очень сложной технологией, но с другой стороны это очень ответственный процесс, т.к. 14% всех отказов подшипников происходит из-за его неправильного монтажа.
Как и обещали, русскоязычный сайт компании SKF Group